絶対に失敗しない、ムダ取り改善の進め方のノウハウをご紹介。これであなたの会社も利益UP!
間締め(まじめ)という言葉を聞いたことがありますか?
それは、「人、物、場所の間隔を締めるということ」を意味します。
みなさんの現場は、間締めできていますか?
間締めは、製造業ではよく使われる言葉で、
トヨタ生産方式では有名な改善方法の1つなんです。
物流現場には、たくさんの「ムダ」が潜んでいます。
みなさんも、自社現場の間締めに視点を置き、小さなムダを見つけてみて下さい。
本日は、間締めを使ったムダ取り改善のノウハウ、間締めの代表例についてご紹介いたします。

間締めとは?意味とムダ取りとの関係

間締めとは、工程間の動線を最小限に近づけること
要するに
「遠くにあるものを近くに持ってくる」といったように、
ムダを省くために、人、物、場所(空間)の間隔を締めるということです。
ムダの代表には、
『停滞のムダ』
『運搬のムダ』
『動作のムダ』
これらが挙げられます。
このムダを省くのに「間締め」が有効な改善方法というわけです。
「間を締めるもの」の代表例

例えば、間を締めるものとして、
「通路」
通路幅を広げるとどうなるか? そう、歩数が増えるんです。
そのため、余計な作業時間を作ってしまいます。
そこで、株式会社関通では、ピッキングの方法によって通路幅を決めています。
いくつか例をあげると、
●ショッピングカゴを使ったピッキング想定の場合=75cm~100cm
●ショッピングカートを使ったピッキング想定の場合=90cm~110cm
といった基準です。
ムダを取る意味とその目的

当たり前ですが、私達の仕事は1秒1秒にお金が掛かっています。
事務所経費を入れると、1秒1円が目安と言われています。
ということは、
ムダを取り、1秒1秒・1歩1歩の改善をしていけば、
利益を生み出す活動になるということですね。
「よぉーし、徹底的にムダを取って改善するぞー!」
・・・と意気込んだものの、
「何から改善するか?」
「どこに力を入れると最大の効果が得られるか?」
「そもそも何がムダなのか?」
このように思った経験はありませんか?
そこで、
本日は、「絶対に失敗しない、ムダ取り改善の進め方のノウハウ」
を少しご紹介したいと思います。
「現状を知る」とは?

株式会社関通では、今までにたくさんの改善をしてきました。
例えば、
物流作業現場であれば、1歩の削減
事務作業現場であれば、1クリックの削減
などなど、
小さな改善を積み重ねた結果、残業がほとんどない会社になりました。
では、このようになるまでには、
まずどんな改善から始めたのか?
一番重要なことをお伝えします。
それは、
「現状を知る」ことから始めるんです。
現状って、何?といいますと、
例えば、、、
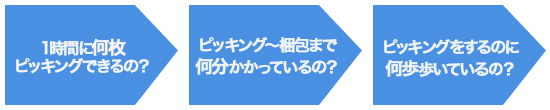
・1時間に何枚のピッキングができているのか?
・1つの店舗が、ピッキングから梱包が終わるまでに、何分かかっているのか?
・1つの店舗のピッキングが終わるまでに、「何歩」歩いているのか?
などなど。
まさに「現状を知る」ですよね。
改善効果を検証する

現状を知ることで、実は改善の半分は、もうやり遂げていると
言っても過言ではないくらい、とても重要なことです。
なぜかと言うと、
これから改善していくにも、改善した結果と比較できないからです。
実は改善は何から初めても正解なんですね。
ただ、その改善によって
「前より良くなったのか?」
「余計に時間が掛かるようになったのか?」
現状の数字がなければ、その結果が正しく把握することができないんですね。
そのため、
「やってみたが継続しない。」とか、
「効果が良くわからないから結局元通りに戻った。」
といったことになってしまいます。
株式会社関通では、共通の言語に「MH」という言葉があります。
MHとは、1人1時間あたりの生産性を表す指標です。
・1人1時間に100枚ピッキングできる=MH100
・1人1時間に30個ピッキング・梱包できる=MH30
・1人1時間に100行処理できる=MH100
業務によって単位は異なりますが、考え方は同じです。
そして、改善したことで、このMHが上がったのか、下がったのかを見て、
効果を検証することができるようになるのです。
めちゃくちゃ重要ですよね。
まとめ
自社の物流現場の改善を始めようと考えられている方、
またはどこから着手したらいいのか迷っている方。
もし、まだ現状を知らないという方がいらっしゃいましたら、
「現状を知る」という活動を取り組まれることをおすすめします。
株式会社関通では、MHを基にたくさんの物流現場改善をおこなっています。
自社の改善に役立つヒントが必ずあると思います。
ぜひ一度、株式会社関通にお越し下さい。

年間700万個出荷の物流を扱う関通が日々現場で蓄積している、「すぐマネできる」改善ノウハウをご紹介しています。


この記事を書いた著者について
物流研究室
物流研究室では、物流の基礎や改善のノウハウや情報などを物流改善ブログだけでなく、様々なコンテンツにて配信しております。
メールマガジンはもちろん、Youtubeでも当研究員が動画を配信しております!ぜひそちらもチェックしてみてください!!